
В настоящее время используются четыре основных способа сварки алюминия для металлопластиковых труб. 1.Сварка неплавящимся электродом в среде инертного газа (TIG). Этот вид сварки позволяет сваривать фольгу практически любой толщины, начиная с 0,3мм. К недостатком метода следует отнести необходимость использования аргона , замены электрода каждые 3 часа и теоретическую возможность прожига алюминия. 2.Лазерная сварка в среде СО2 . Достаточно энергозатратная технология ( требует в 3-4 раза большей мощности, чем Nd-YAG сварка). Позволяет сваривать только тонкую алюминиевую фольгу 0,2-0,3мм. Дает ровный прочный шов. 3.Сварка твердотельным неодимовым лазером на основе иттриево-алюминиевого граната (Nd-YAG). Наиболее быстрый способ сварки, позволяющий производить оперативный контроль качества сварки за счет измерения вихревых токов ( токов Фуко). Годится также только для тонкой алюминиевой фольги –0,3мм. 4.Ультразвуковая точечная сварка внахлест. Самый медленный из всех вышеприведенных способ сварки, но дает достаточно прочное соединение за счет трехрядной точечно-контактной сварки двух кромок алюминия «внахлест». В отличие от прочих технологий, экструзия внутреннего слоя трубы производится после сварки алюминия. Это гарантирует отсутствие возможных повреждений внутреннего слоя, которые могут допускаться в предыдущих трех случаях, когда сварка производится прямо на поверхности затвердевшего внутреннего слоя полиэтилена. Сварка алюминиевой ленты большинства современных труб производится встык , TIG–методом с индукционным контролем сварного шва. Соединение алюминия в трубах осуществляется с помощью контактной сварки ультразвуком с нахлестом величиной не менее 2,5мм. Поскольку при ультразвуковой контактной сварке индукционный метод контроля шва неприемлем, при производстве современных труб используется предварительная проклейка всей поверхности будущего шва трубы, с последующей сваркой. Такая предосторожность обеспечивает полноценную сварку на всем протяжении шва. Для стыков алюминиевых лент по длине в обоих случаях используется Nd-YAG сварка, так как в месте пересечения продольного и поперечного швов не должно образовываться утолщений, снижающих общий показатель шероховатости внутренней поверхности.



ППУ трубы — это довольно сложная конструкция, которая состоит из многих слоев. Также ее

Пластиковый водопровод на даче или квартире вполне можно выполнить своими руками. Это будет несложно

Монтаж полипропиленовых труб Соединение труб из полипропилена Монтаж труб из полипропилена требует минимальных затрат

Использование металлических труб для воды, сточных и дренажных систем снизилось в последние годы во
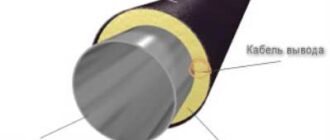
Монтаж труб ППУ Перед укладкой теплоизолированные трубы ппу и соединительные элементы следует тщательно осмотреть
Трубная промышленность — один из ответственейших сегментов металлургического комплекса России: одновременный показатель качества российского